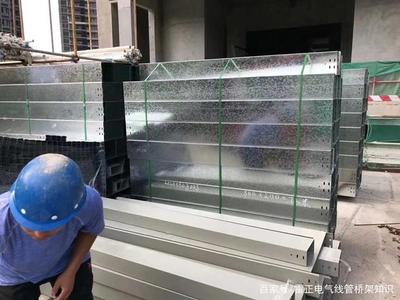
電纜橋架作為現代建筑電氣、工業布線系統中的關鍵基礎設施,其制造工藝與尺寸標準化直接關系到工程的安全性、美觀性與經濟性。本文將聚焦于兩種常見規格——100mm×100mm(寬×高)和100mm×150mm(寬×高)的電纜橋架,詳細解析其制造流程、技術要點及主要應用場景。
一、 制造工藝流程
- 原材料選擇與處理:
- 材質:通常采用優質冷軋鋼板、鍍鋅鋼板、不銹鋼板或鋁合金板。100100mm與100150mm屬于中小型規格,對板材的強度和平整度有較高要求。
- 開卷與校平:卷板經過開卷機展開,并通過校平機消除內應力,確保板材平整,為后續精準沖壓、折彎奠定基礎。
- 沖壓與成型:
- 沖孔:在橋架底板和側板上按標準間距進行沖孔,以利于電纜散熱和減輕自重。孔型多為長圓孔或圓孔,排列整齊。
- 折彎:這是形成橋架槽體形狀的核心步驟。通過高精度數控折彎機,將板材折彎成標準的“U”型或“槽”型。對于100*150mm規格,其側邊高度(150mm)大于寬度(100mm),折彎時需要特別注意角度控制和回彈補償,確保側壁垂直度與槽體方正。
- 輥壓成型:對于大批量生產,可采用連續的輥壓成型工藝,效率更高,尺寸一致性更好。
- 焊接與組裝:
- 焊接:對于需要加強結構或特殊連接的部位(如連接片、支架接口),采用二氧化碳保護焊或氬弧焊,確保焊點牢固、無虛焊,并進行打磨處理使表面光滑。
- 組裝:將折彎成型的側板、底板以及蓋板(如有)進行組裝。連接方式通常采用插接式、螺栓連接或扣鎖式,要求連接緊密,安裝便捷。
- 表面處理:
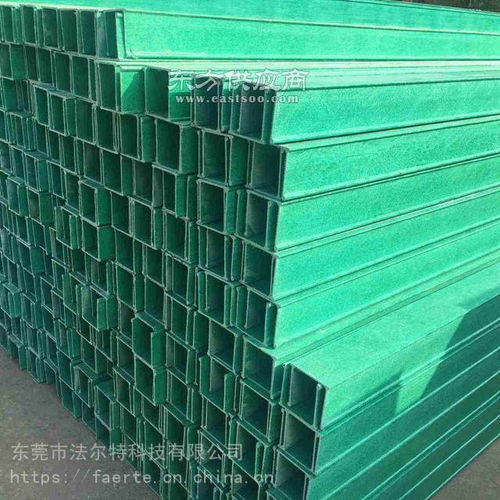
- 防腐處理:這是保證橋架壽命的關鍵。最常見的是電鍍鋅或熱浸鍍鋅,形成均勻致密的鋅層,防腐蝕能力強。還有噴涂環氧樹脂粉末(靜電噴塑)、鍍鋅后噴塑等工藝,既能防腐,又能提供多種顏色(如灰色、白色)以滿足不同環境的美觀需求。
- 固化:噴塑后的橋架需經過高溫烘道固化,使涂層牢固附著。
- 質量檢測與包裝:
- 尺寸檢驗:使用卡尺、角度尺等工具嚴格檢查橋架的外形尺寸(長、寬、高、對角線差)、孔距、折彎角度等,確保100100mm和100150mm規格完全符合國家標準(如JB/T 10216)或行業規范。
- 涂層檢測:測量鍍鋅層厚度或噴塑層附著力、厚度。
- 承載力測試:抽樣進行荷載試驗,驗證其機械強度。
- 檢驗合格后,進行防刮擦包裝,通常采用捆扎或棧板包裝,并附上合格證與規格標簽。
二、 規格特點與應用場景對比
- 100*100mm橋架:
- 特點:截面面積為10000mm2,屬于輕型至中型承載規格。結構緊湊,節省空間,自重相對較輕。
- 主要應用:適用于信息網絡布線、弱電系統(如電話、監控、門禁)、照明線路以及電力電纜數量不多的小型車間、辦公樓樓層水平布線、吊頂內敷設等場景。
- 100*150mm橋架:
- 特點:截面面積為15000mm2,比100*100mm規格高出50%的容納空間。在寬度不變的情況下增加了垂直高度,能容納更多或更粗的電纜,且利于分層敷設。其結構強度要求更高,尤其是側板的抗彎性能。
- 主要應用:常用于電纜數量較多、線徑較粗的場合,如小型變電所出口、廠房動力干線、數據中心服務器機柜間的走線、以及需要為未來擴容預留空間的干線通道。其更大的空間也便于散熱和維護。
三、 制造與選型要點
- 精度控制:兩種規格的橋架在安裝時常需多段連接和轉向,因此制造時對長度公差、連接處的匹配度要求極高,以確保工程安裝的流暢性。
- 板材厚度:根據承載需求(槽式、梯級式、托盤式)和跨度,選擇符合標準的板材厚度(如1.0mm, 1.2mm, 1.5mm等)。100150mm規格因高度較大,通常需要比同工況下的100100mm規格采用稍厚板材以增強側壁剛度。
- 標準化與兼容性:生產必須嚴格遵循尺寸標準,確保與相同規格的直通、彎頭、三通等附件完美匹配,實現模塊化安裝。
結論
100mm×100mm與100mm×150mm電纜橋架的制造,是一個集材料科學、精密加工和表面處理技術于一體的過程。制造商通過標準化的工藝流程和嚴格的質量控制,生產出滿足不同承載與空間需求的可靠產品。在工程設計與選型時,應根據電纜數量、線徑、散熱要求及安裝空間,合理選擇這兩種規格,以實現電氣布線系統的安全、高效與經濟運行。